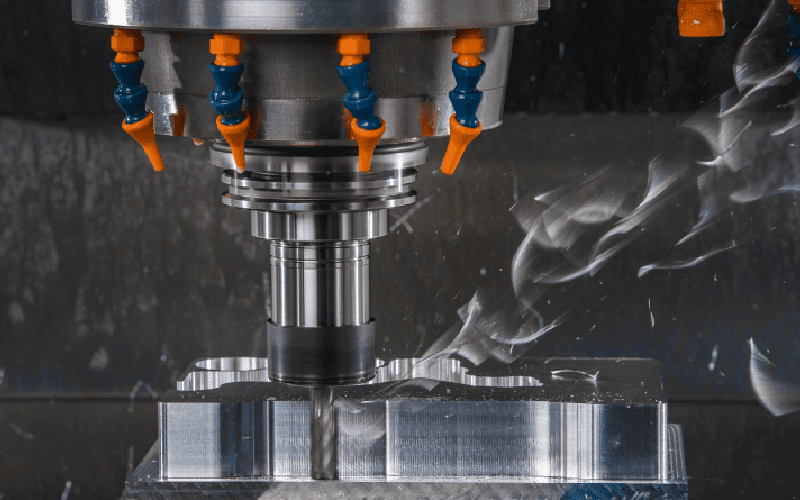
CNC フライス加工
3軸、4軸、5軸NCフライスは切削工具の動作と回転を利用して余分な材料を除去し、精密部品の加工に適用されて、金型を製造する理想的なツールでもあります。

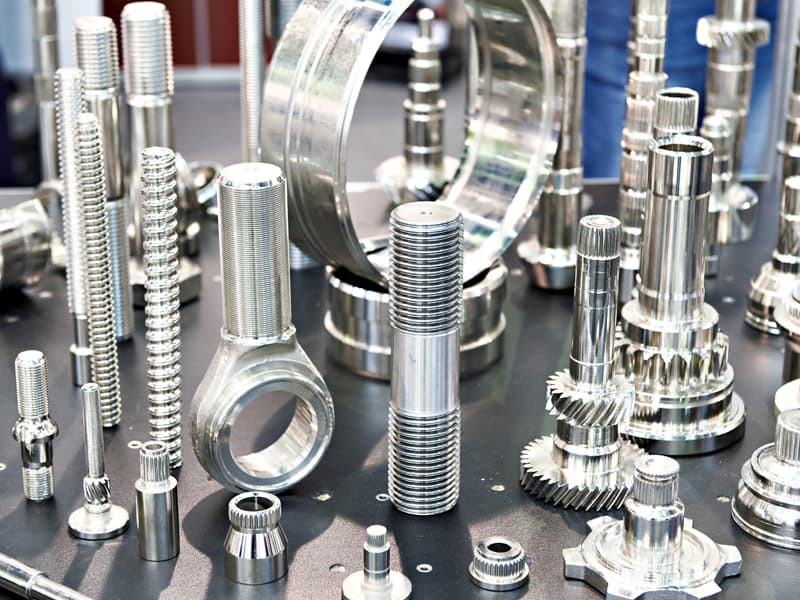
CNC旋削
CNC旋削は、工具を高速回転するワークに接触させることによって材料を除去する。これは通常、円形またはチューブ状の部品を製造するために使用され、さまざまなねじ、内側の穴、その他の構造を持つ部品を加工することもできます。
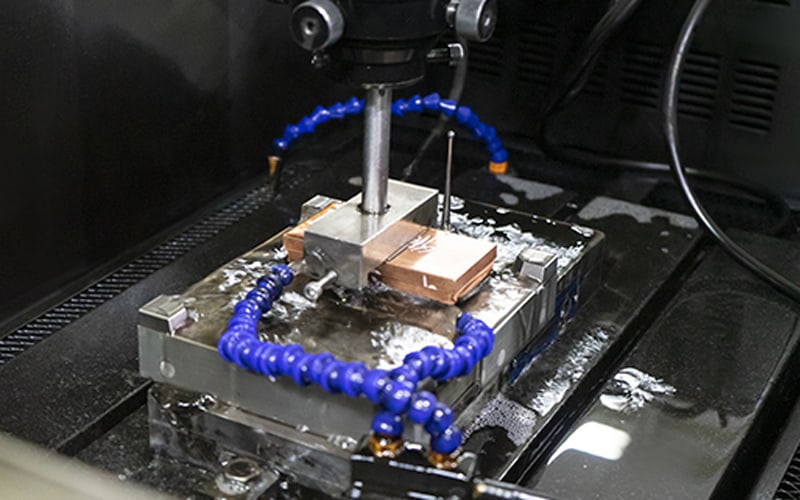
EDM
シンカーEDMとワイヤカットEDMはAN Prototypeが得意とする精密金属加工技術であり、電気エネルギーを使用してワーク上の余分な材料を切断または除去する方法であります。

CNCドリル
CNCドリルは、回転切削工具が固定されたワークに丸穴を加工する方法です。このドリル穴は、後工程の部品を固定するネジとボルトを収容するためのものです。

CNC タップ
CNCタップは、ドリル対象部品のベース穴にタップをねじ込んで、必要なねじ山を形成することです。これは非常に効率的で、経済的で、簡単なねじ加工技術です。

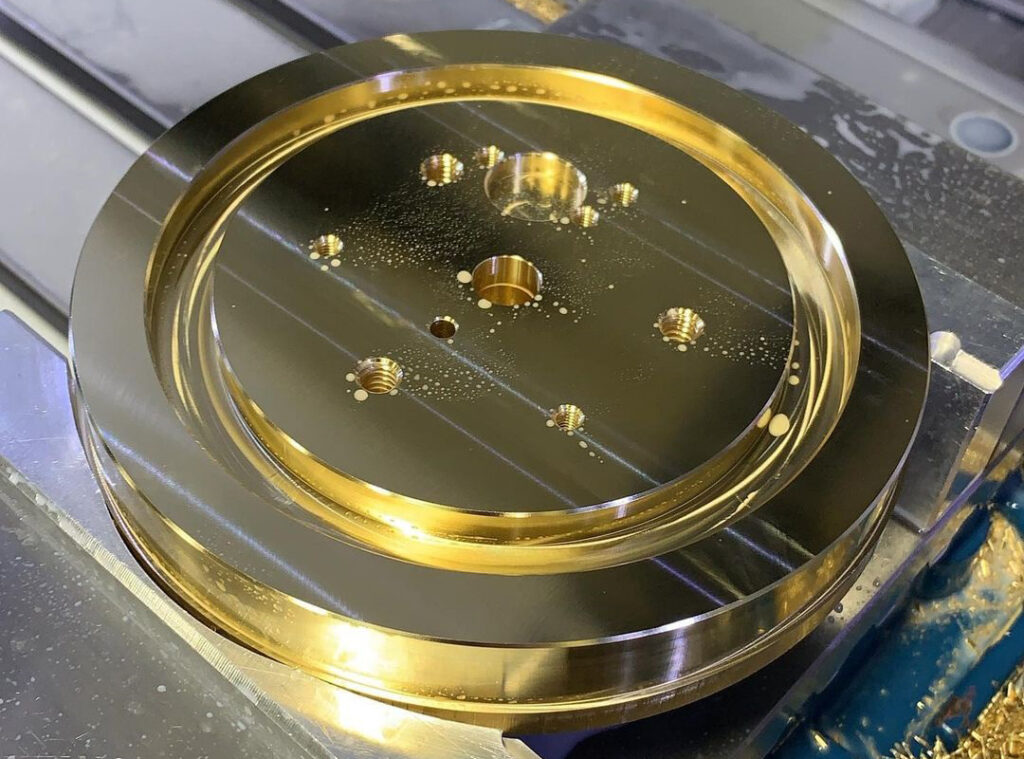
精密研磨
精密研磨は、研磨材粒子で作られた回転工具によって部品から余分な材料を除去し、部品に必要な正確な表面と寸法を作成する方法です。



ステンレス 303
ステンレス303合金には硫黄が含まれている。この硫黄は303を最も加工しやすいステンレスになるのに役立ち、同時に耐食性を低下させます。ステンレス303は熱処理ができず、溶接に適していない。優れたCNC加工能力を持っていますが、速度/投入と工具の鋭さに注意しなければなりません。303は通常、ステンレスナットとボルト、部品、シャフト、ギアなどに使用されます。

ステンレス304
ステンレス304は、簡単にCNC加工できる材料である。その大きな利点は溶接ができることです。ほとんど(非化学)環境で耐腐食性であります。加工するには、他の金属に汚染されないように、非常に鋭いCNCカッターを使用する必要があります。ステンレス304は工業、建築、自動車に広く応用されて、台所部品、食器、タンク、配管を製造する絶好の材料選択であります。

ステンレス316
316ステンレスは、オーステナイトステンレスであり、合金元素モリブデンが入って、優れた耐食性があります。それ以外にも、高い成形性と溶接性を持っています。316は、建築物及び船舶部品、工業用配管及びタンク、自動車装飾及び台所用具に使用されてます。海洋や化学工業など、より極端な応用に適用されています。

炭素鋼1045
炭素鋼1045は、ステンレス鋼ではない一般的な低炭素鋼であり、通常ステンレスより安いですが、より固くて強靭であります。炭素鋼1045でCNC加工と溶接が簡単であり、硬化と熱処理によって、様々な硬度に加工することができます。1045鋼は、ナットとボルト、歯車、シャフト、リンク、およびステンレス鋼よりも高い靭性と強度を必要とする他の機械部品を製造するために使用されています。建築にも使用されていますが、環境に露出すると錆を防ぐために表面処理が行われることが多いです。

マグネシウムAZ 31
AZ 31マグネシウムはアルミニウムと亜鉛が入っている合金元素で、最も軽い金属の一つである。同じ強度では、AZ 31マグネシウムはアルミニウムより35%軽いですが、値段がアルミニウムより高いです。マグネシウムでCNC加工するには非常に難しくて、非常に燃えやすいため、CNC加工には液体潤滑剤を使う必要があります。マグネシウムはアルマイト後、耐食性が高くなります。AZ 31マグネシウムは通常、軽量で高強度を必要とする航空機部品に使用されて、カメラケース部品にも使用されます。

チタン合金
チタンはその強度、軽量、靭性、耐食性で知られている。また、溶接、クロメート、アルマイトを行うことができ、保護性を高め、外観を改善することができます。チタンは良い熱導体であり、悪い電気導体の材料です。CNCでチタンを加工するには非常に難しくて、専用のツールしか使用できません。チタンは通常、生体適合性があり、融点が高いことに注意していただきたいです。それは最も要求の厳しい航空宇宙、軍事、生物医学と工業応用に適用されて、高温と腐食性酸によく耐えられます。チタンも3 Dプリントによく見られる材料です。

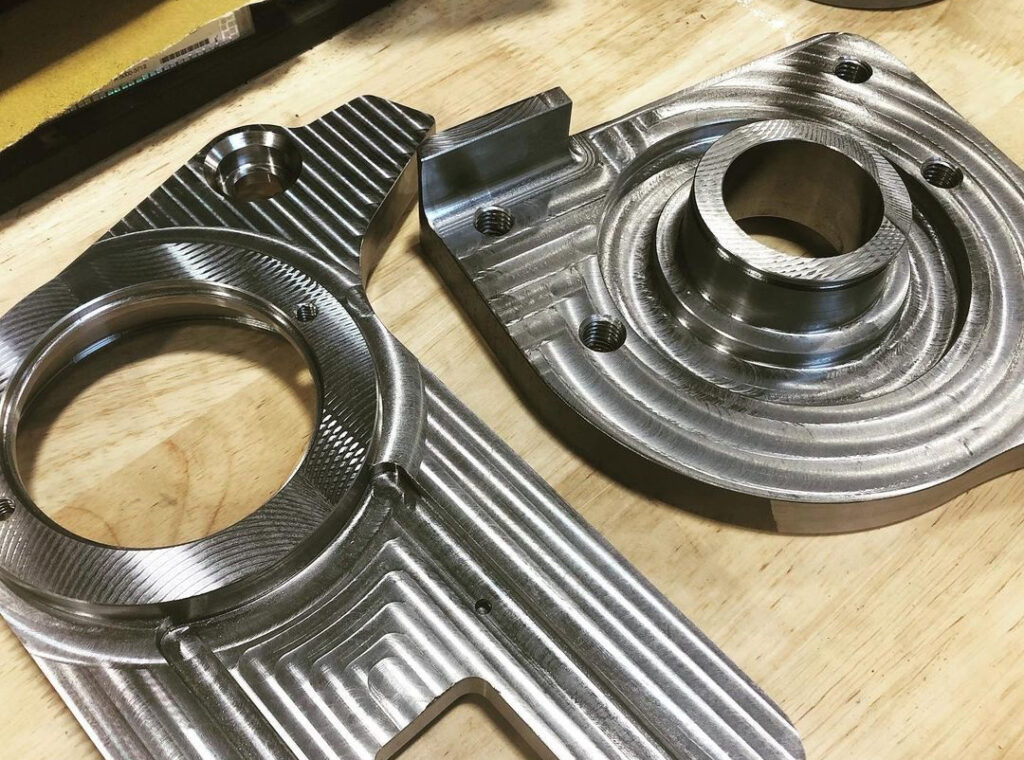
機械加工
標準の「機械加工」部品の表面粗さは3.2µmで、鋭いエッジとバリ取り部品をきれいに除去することができます。滑らかな加工表面粗さはRa 1.6〜0.8μmで、超仕上げ加工の表面粗さはRa 0.8〜0.2μmまで対応できます。

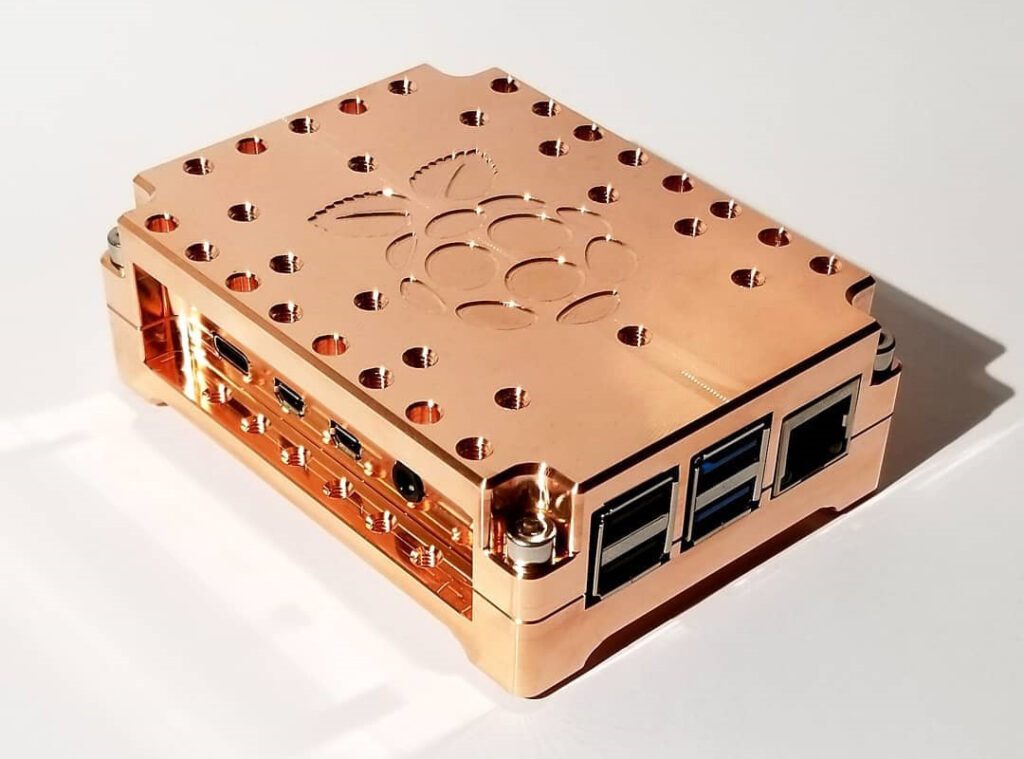
アルマイト
アルマイトは耐食性、耐摩耗性、絶縁性の特徴があり、部品の性能を長い時間維持することができる。アルマイトは一般的にアルミニウム合金部品に使用されて、美学的効果が作られます。すべてのiPhone製品はアルマイト処理されています。
粉末塗装
粉末塗装はコロナ放電現象を利用して部品表面に薄い保護ポリマーを付けて、厚さは約50μmから150μmまでで、耐摩耗性の層により頑丈で耐摩耗性のある表面を作ります。

メッキ
めっきは、合金、カドミウム、クロム、複合材料、金、ニッケル、ロジウム、銀、錫、亜鉛、亜鉛ニッケルなどの金属を導電性表面上に堆積するための精密加工プロセスであります。

ミラ面研磨
ミラ面研磨 ミラ面研磨は粗い研磨ペーパーから、プロトタイプに光沢や鏡面的な外観を持たせる2000粒度まで徐々に追加します。例えば、透明な自動車ライトガイド、ヘッドライト、リアテールランプがあります。プロトタイプの表面は十分に滑らかであります。

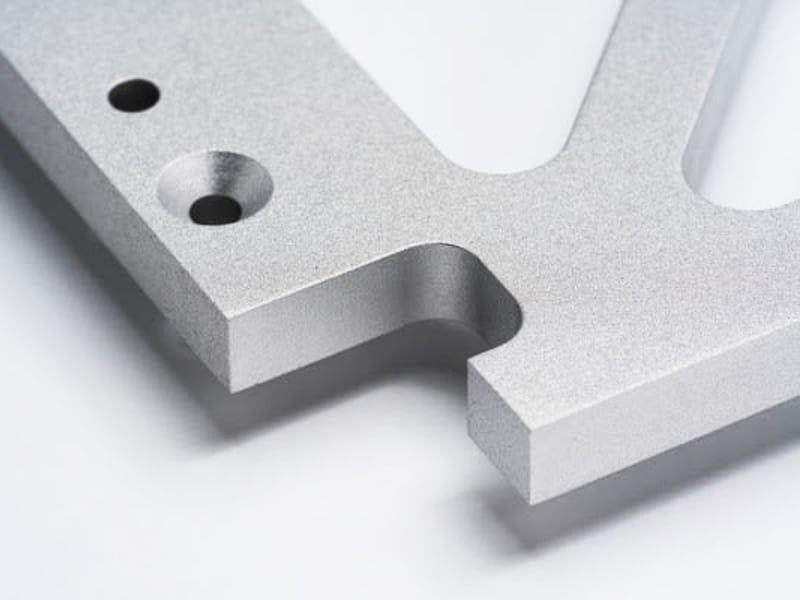
サンドブラスト
サンドブラストとは、微粉砕ガラスビーズ粒子が高圧条件でプロトタイプ表面に衝撃を与えることによって、CNCプロトタイプの表面に粒子状の凹みが発生して、それによってサブライトまたは侵食表面の仕上げが作られます。ガラスビーズのサイズは、#80から#220までです。
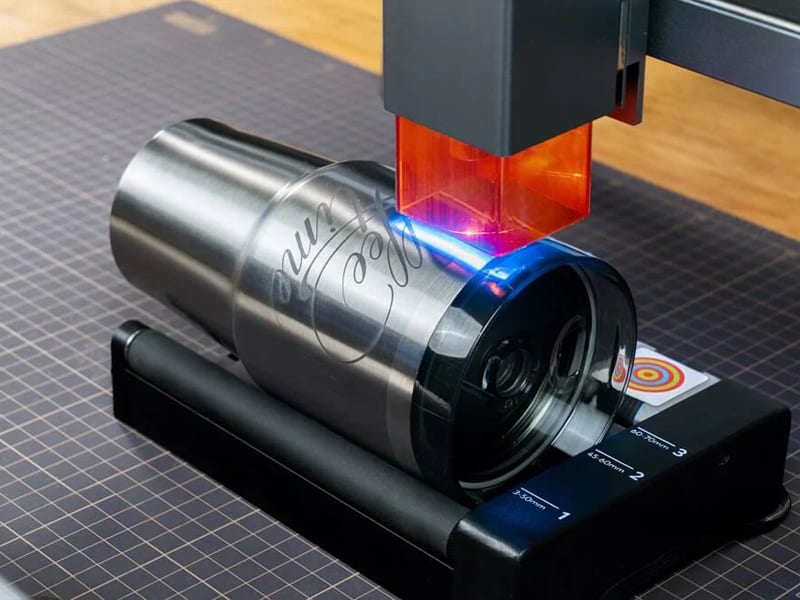
レーザエッチング
レーザエッチングは、特性または美的価値のある永続的なマーキングを作成するために材料の表面を変更するプロセスである。レーザーエッチングに最も一般的に使用される金属材料としては、アルミニウム、ステンレス鋼、亜鉛が挙げられ、その他の非金属材料としては、ガラス、ポリマー、セラミックスが挙げられます。
クロメート
クロメートは金属表面を酸化しにくい状態にして、金属腐食速度を遅らせる方法である。クロメートの過程でよく使われる材料はステンレス鋼であり、その耐食性をさらに高めます。