インサート成形プロセス
インサート成型は難しいプロセスでありますが、AN-Portypeは、インサート成型について、長い経験を持って、お客様には最も可靠な解决方案を提供できます。AN-Prototype は、材料、性能、重要な公差を确保し、生産時間とコストをスケジュールより伸ばすと追加することはない。これは、インサート成型には、AN-Prototype が選べる理由です。
- ISO 9001 & 13485 認定書
- ワンストップ成形ソリューション
- 百万+成形製造経験
- 無料DFMが優れた結果を得る
- コスト・パフォーマンスに優れ、加工時間短い





3 DCADファイルをアップロードと射出成型お見積りはこちらから
STEP | STP | SLDPRT | IGS | X_T | PDF ファイル
- すべてのアップロードは安全で秘密保持されています
信頼できるインサート成形メーカー
AN-Prototypeは、小ロットから量産までの射出成形要求のインサート成形サービスを提供しています。インサート成形は、より正確でクリーンな部品に最適な射出成形の一つであり、後組立や熱溶融による2回目の作業など必要ないので、コストが低いです。私たちが対応したすべての射出成形プロジェクトの中で、インサート成形が多くて、いっぱい経験を集めいた。AN-Prototypeは専門知識と豊富な経験により、インサート成形プロジェクトが市場に成功するのをサポートします。
インサート成形とは
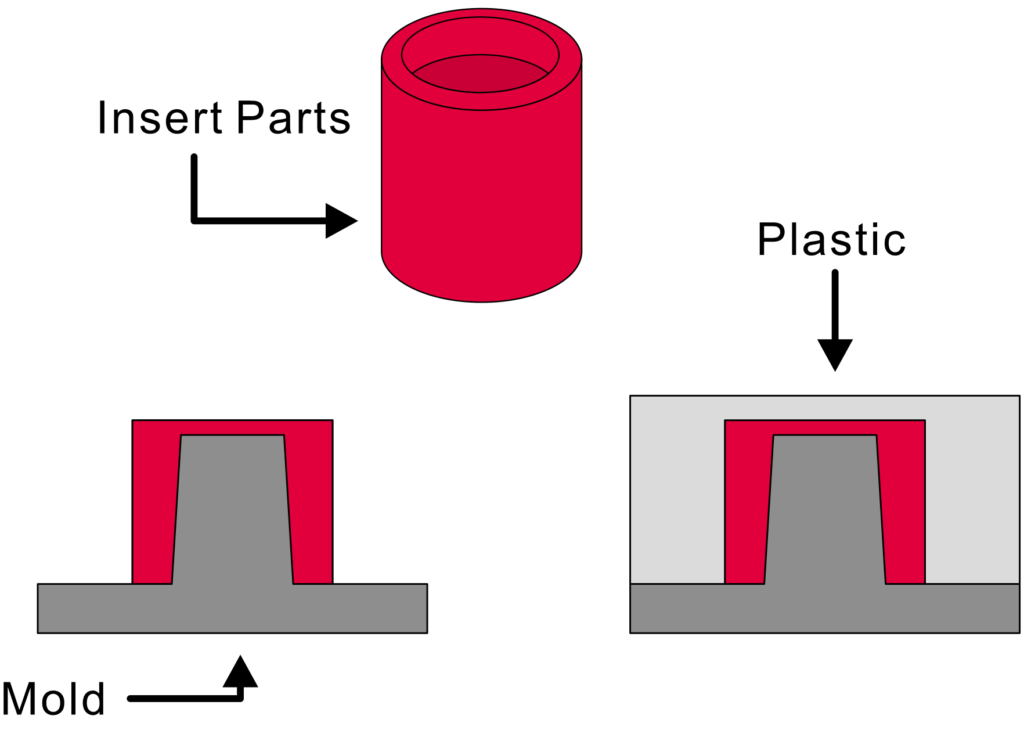
インサート成形は射出成形技術の一つとして定義されています、実際の射出成形の前に金属部品を金型のキャビティに差し入れます。この挿入作業は手動で行うやロボットを使って自動化で行うこともできます。挿入完了後、金型が閉じれて、プラスチックがインサートに成形され、それぞれ違う部品が1つの部品になります。
インサート成形は、標準化方法ではなくて、お客様のニーズにによって、多種方法でプロセスを処理し、最適化することができます。電気絶縁など部品形成の簡単な設計、または自動車や航空宇宙産業など先進的なプロセス用複雑な部品形成設計にも使用することができます。

インサート成形が選べられる理由
インサート成形の最も一般的な成形方法の1つであり、プラスチック部品のファスナー接続機能を作ることです。ファスナーは、製品を損傷しなくて、プラスチック部品を安全に組み立て、取り外します。熱硬化型ネジインサートは、取り付け中のネジ破損のリスクを低減するためにプラスチックで成形されている。インサート成形が便利さは、必要な単一のアセンブリを形成する時、追加部品で他の部品と接続する必要がなくて、より安く、より安全な固定方法です。ロット製品を成形することで、人権費と電気代のコストを削減できます。普通のロット生産の場合、大量の電力と人権費がかかって生産する必要があります。ある程度では、インサート成形方法は、2倍の速度で作業を完了できるだけでなく、生産ライン全体のコストを半分に削減でき、コスト効率の高い技術であります。
組立コストの削減:射出成形機は毎日数千個の部品を生産できることで、この規模の経済性は、単一部品のコストを大幅に削減することができます。CNC加工、板金、増材製造部品などの他のプロセスと比べて、必要な組み立ては、主要な時間とコスト要因になります。インサート成形は、組立工程を削減し、コストを最大限に節約するために使用されています。
プラスチック部品性能を向上する:プラスチック部品は金属部品ほど頑丈ではないですが、プラスチックにはコスト削減、優れた設計柔軟性、軽量化などの他の利点もあります。金属とプラスチック材料を1つの部品に結合することで、その両方のメリットを十分に利用することができます。金属インサートは強度と剛性を必要とする場所に使用することができ、部品の残りの部分はプラスチック製で軽量化することができる。また、プラスチック部品の耐摩耗性は弱いですが、金属インサートは部品の耐久性を高めることが可能です。

インサート成形プロセス
クランプ:最終製品の形状と寸法は、金型の状態に依存するので、金型を固定してクランプすることが重要です。最終部分を影響しないため、慎重にならなければならない。
射出:次に溶融材料を金型のキャビティに注入し、金型はより多くの熱と圧力を受けて均一性を維持する。材料が射出プロセス中に冷却開始されて、構造の完全性に影響を与える可能性があるので、射出は迅速に完了する必要があります。
冷却:射出された材料がモデルの必要な体積まで充填すると、冷却プロセスが開始されます。このプロセスでは多少の収縮が予想されるため、冷却が始まる前に差異を補充用の材料を追加します。
押出し:十分な時間がかけて、冷却が順調に進んだ後、押出システムが作業して固まったモデルを金型から押し出す。製品が冷却後に金型に付着することが多いため、非常に難しいです。押出システムは十分に堅固で清潔性が必要で、金型を損傷しないこと。



信頼できるインサート成形メーカ
インサート成形パートナーとしてAN-Prototypeが選べれる理由
製造可能設計(DFM)
Adipiscing elit ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
射出成形後のサービス
私たちは部品の装飾、セット、組立、包装、その他カスタム対応は可能です。
金型製造
検証と認定書
プラスチックインサート成形の応用
インサート成形は、自動車、調理器具、家庭用品、工具、設備、つまみ、電子部品、その他の工業用途に使用されています。インサート成形は人手と組立コストを削減するだけでなく、寸法と重量、アセンブリの信頼性、部品の強度と剛性を高め、設計の自由度を高める点で手動組立部品より優れている。

医療設備
医療機器での測定及び体積計算は、人体に投与される薬物を測定するために使用されるので、正確でなければならない。インサート成形は、これらの医療測定器具をできるだけ正確に製造するための少数プロセスの1つである。

自動車産業
自動車用部品は耐久性、軽量で交換しやすい必要で、プラスチック部品を使用します。これらの部品はインサート成形により高精度に設計され、自動車の他の部品と完全な嵌合できるのを確保して、車両の安全を確保します。

エレクトロニクス
インサート成形は、ほとんどの電子機器を製造するに使用されます。例えば、銅線のピンが付く様々なプラスチック電子部品。
AN-Prototypeインサート金型製作案件






インサート成形材料とインサートタイプ:
インサート成形には、多種の材料を使用されます。成形材料或いはプラスチック樹脂を選択するには、金型、製品材料と化学特性及び製品の肉厚などの要素に依存する。AN-Prototypeは多種類のプラスチックの特性に詳しくで、お客様が成形には使う材料選定に困っている場合、専門設計者にご相談してください。専門者は成形過程で金型の実行可能で持続可能を確保できます。
インサート成形用素材
熱可塑性プラスチックは、環境に配慮したインサート成形加工材料と認識されて、数回回収されることできます。それらは耐化学性を持ち、成形中に差異化と光沢を確保できるので、理想的な材料と選べれてある。次に、市販の熱可塑性材料の主な種類を紹介します:
- ABS
- PC/ABS
- PP
- PA+GF
- POM
- Nylon
- PS
- PE
- PMMA
- PVC
- PLA
- PC
- PA6
インサート用素材
- アルミニウム
- 黄銅
- 銅
- ステンレス
- 鋼
- チタン
- ニッケル
- その他特殊素材
インサートの種類
インサート成形の重要なDFM提案
1.ネジ山ブレードの数を減らす(できるだけ10個以内)
2.機能に影響を与えない状況で、ネジインサートの長さを最小限に抑える。
3.ネジインサートの位置決め
お客様からの評価
「私がAN-Prototypeと協力した経験は素晴らしいです。彼らのコミュニケーションは非常に優れており、Michinはいつも私の質問に答えることができます。私たちが受け取った完成品は予想通りの最高品質を持っています。本当に存在するのは、私がいつもMitchinから得ている良質なサービスです。彼はいつも私たちの満足を確保することに力を入れている。総合的には、信頼できるベンダーを探している人にAN-PrototypeとMichinを積極的にお勧めします。

「複雑な5軸CNC加工部品であっても、AN-Prototypeからは非常に良い結果が得られました。過去2年間、AN-Prototypeと共に多くのプロジェクトを手掛けてきましたが、彼らは常に非常に優れた品質(彼からCNC加工サービスとアルマイト処理を薦めてもらったこともできます)、信頼性、非常に迅速で完璧なコミュニケーションを提供してくれました。DavideとVivianとの協力に感謝し、すでに多くのパートナーに推薦しました。

「私のAN-Prototypeに対する体験はとても特別です。最初から通信は正確で迅速であり、難しい設計に対しても、ソリューションを提供します。プロトタイプ制作の価格は競争力があります。最終製品のQCも非常に優れています。続けて加工部品を依頼します。
