流動装置プロトタイプ案件
AN-Prototype チームが優れたプロジェクトを担当して経歴があります。私たちは、高品質の部品や製品をお客様に提供するために努力して優れたスキルでサポートしています。
- ISO 9001:2015, ISO 13485 認証
- 160 種類以上の認証持ち材料
- 公差は± 0.005mmまで
- 100% の品質管理
- グローバル配送
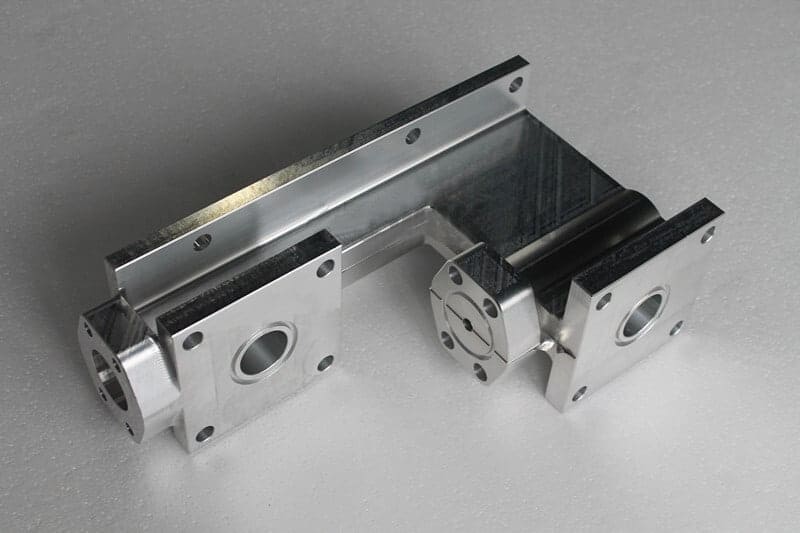
アルミニウム流動装置プロトタイプのCNCフランス加工
- 製造プロセス:CNC加工とボーリング
- 部品材料:アルミニウム6061-T 6
- 部品寸法: 390.00 × 213.00 × 130.00 mm
- 表面処理:サンド、タッピング 1-1/2″ BSPT及びM12、アルマイト
- 製造公差公差: ± 0.05 mm
- 数: 1 ユニット
- 加工時間:5 日間
日系のお客様で、世界各地の流体システムに専門的なサービスとエンジニアリングソリューションを提供している会社です。このプロジェクトの課題は、両面フランス加工、形状安定性とフランス加工公差でございます。
CNCプロトタイプ作成手順:
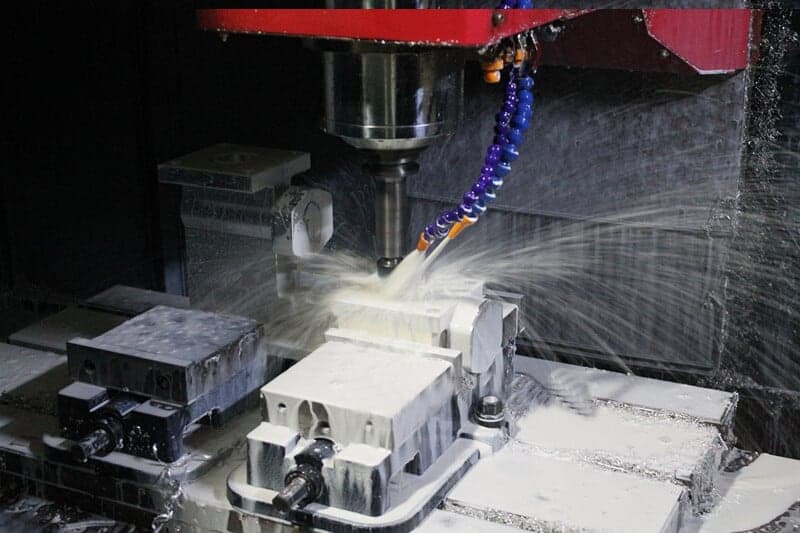
ステップ1:側面からCNC加工を行う。減材製造プロセスとして、フランス加工されるブロックの基板は、部品サイズより3センチ長くて、幅は3センチ、厚さは0.5センチである。通常は、大きな強力な切削工具を使用して粗いフランス加工から始まり、余分な材料を迅速に除去してから、小さな工具を使って、精密なミリングして細かい特徴を作ります。
ステップ2:もう一面からCNC加工を行う。3軸CNC数面フランス加工部品の場合、ワークは手動で回転して並列フランス加工を行い、ワークはフランス加工公差を確保するために正確に再度位置決めする必要があります。このアルミプロトタイプの5つの側面(通常は部品の6つの側面)を回転させてフランス加工します。ABS治具(黄色の底部)を使用して、加工中のワークの変形を防止します

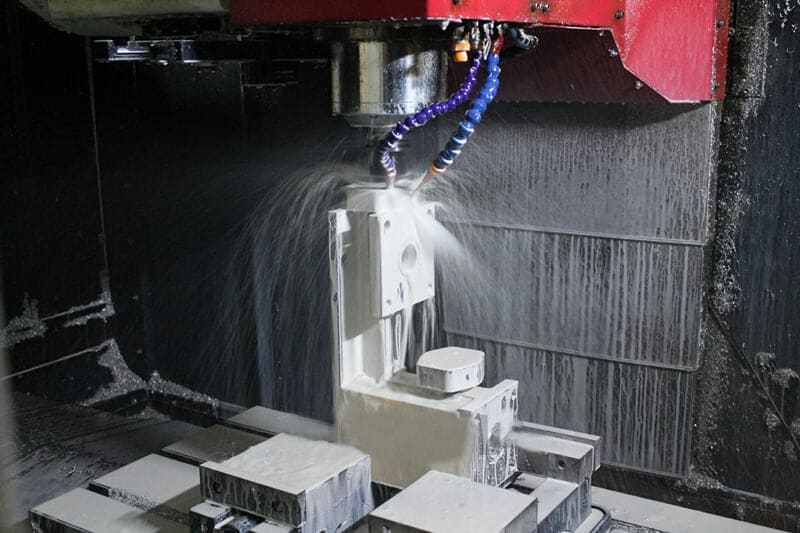
ステップ3:第3の側面からCNC加工を行う。第1側面と第2側面をフランス加工した後、このアルミニウムプロトタイプの主な形状が現れまた。第4の側面は、部品の底部に6つの穴をフランス加工することになります。
ステップ4:第5つの面にはCNC加工を行う。この面の2つ深穴のうちに1つはフランス加工ではなくドリル穴です。原因はフランス加工技術では加工できない穴で、タップ1-1/2″BSPTは、密着性を実現する必要な穴をあける方法であります。
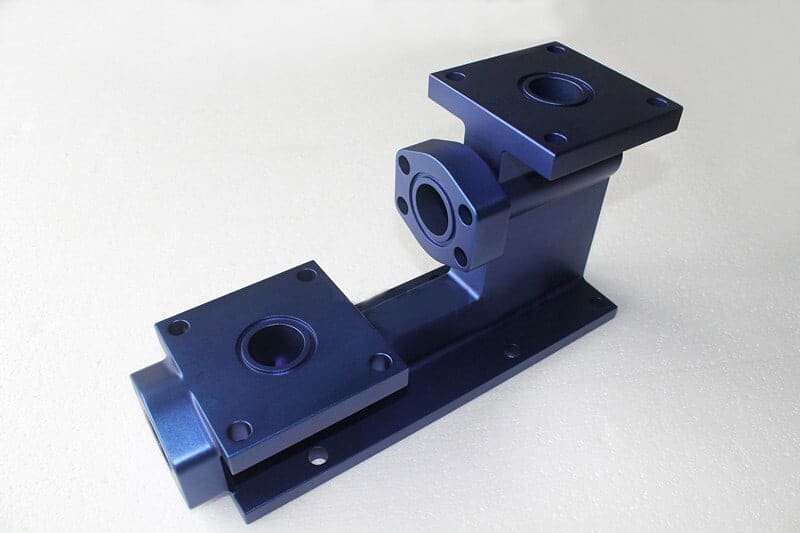
ステップ5:表面仕上げの前工程はプロトタイプをCNCフランス加工したので、表面仕上げには、表面のすべての切断ラインとバリをサンドペーパーで除去し、その後、さらにサンドブラストと濃い紺色アルマイトを行いました。
ステップ6:アルミニウムアルマイトの最終の精密加工になります。アルミニウム膜は部品を美して、耐食性、耐摩耗性にします。アルミニウムアルマイトは異なる色と光沢を実現することができます。
ステップ7:完成品はアルミニウムプロトタイプです。納入したプロトタイプの油圧と組み立てテストが完了した後、お客様は満足して、すぐに10台の小ロット発注書を発行していただいた。