


高速プロトタイプ作成サービス
最新のテクノロジーと設備を使用してプロトタイプを迅速かつ正確に製造することで、開発時間とコストを削減できます。

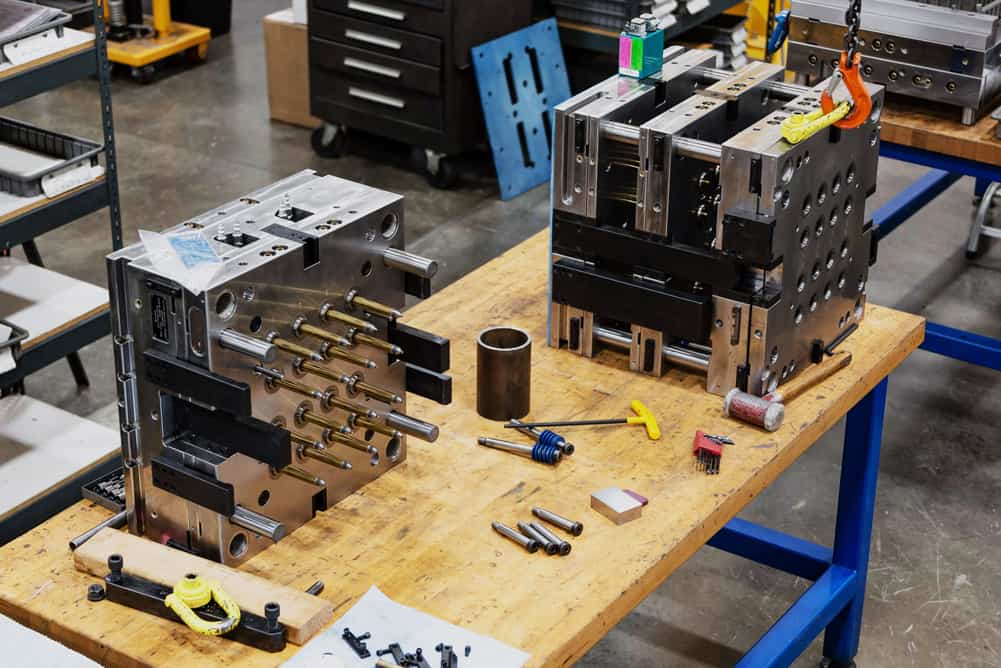
小ロット生産
小ロット生産には、真空注型、NC加工、高速金型など各プロセスオプションがあります。

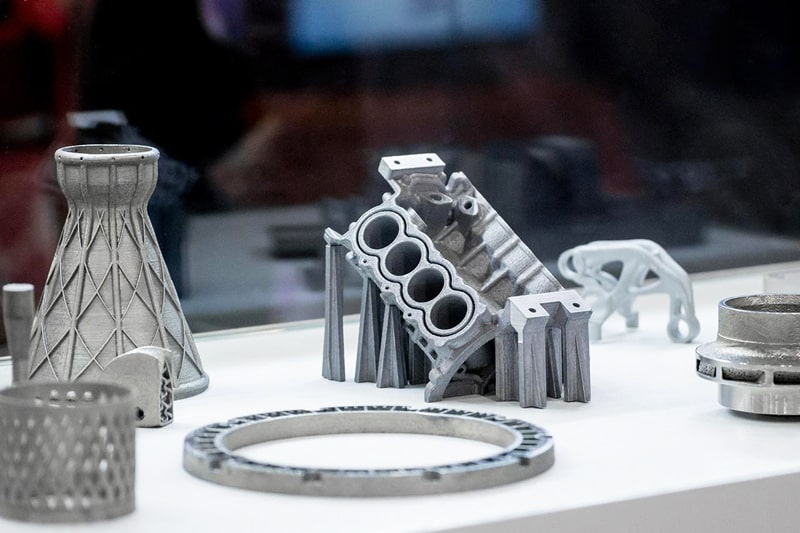
量産
カスタム部品の大量製造には、プラスチック射出成形、板金製造、その他の製造プロセスを使用しています。

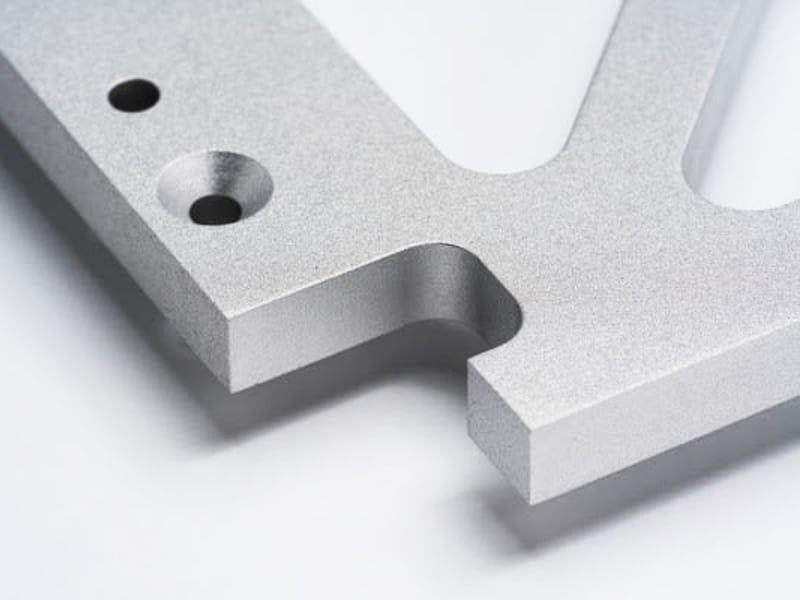
機械加工
標準の「機械加工」部品の表面粗さは3.2µmで、鋭いエッジとバリ取り部品をきれいに除去することができます。平滑加工の表面粗さはRa 1.6〜0.8μm、超仕上げ加工の表面粗さはRa 0.8〜0.2μmであります。

アルマイト
アルマイトは耐食性、耐摩耗性、絶縁性の特徴があり、部品の性能を長時間維持することができる。アルマイトは一般的にアルミニウム合金部品に用いられ、美学的効果を達成する。すべてのiPhone製品はアルミニウム処理されています。
粉末コーティング
粉末コーディングは、コロナ放電現象を利用して部品表面に薄い保護ポリマーを付けることで、厚みは約50μmから150μmである。より耐摩耗層になって頑丈で耐摩耗性のある表面が作成されます。

メッキ
めっきは精密加工プロセスであり、合金、カドミウム、クロム、複合材料、金、ニッケル、ロジウム、銀、錫、亜鉛、亜鉛ニッケルなどの金属を導電性表面上に沈積する方法です。

ミラ研磨
ミラ研磨は粗い研磨紙からプロトタイプに光沢やミラ面的な外観を持たせる2000粒度レベルまで研磨効果を徐々に増加する方法。例としては、透明な自動車ライトガイド、ヘッドライト、リアテールランプがあります。原プロトタイプの表面は十分に滑らかになります。

サンドブラスト
サンドブラストとは、細かい粉砕ガラスビーズ粒子が高圧下でプロトタイプ表面に衝撃を与える。CNCプロトタイプの表面に粒子状の凹みを生じらて、それによって艶出しまたは侵食表面が作られます、艶出し表面の仕上げ度をもたらします。ガラスビーズのサイズは、#80から#220までの範囲です。
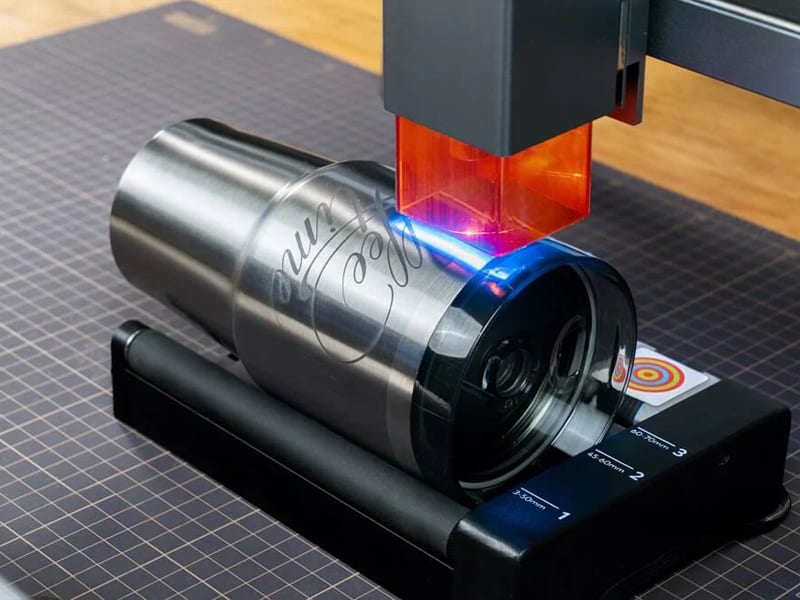
レーザーエッチング
レーザエッチングは、特性的または美的価値のある永続的なマーキングを作成するために材料の表面を変更するプロセスである。レーザーエッチングに最も一般的に使用される金属材料としては、アルミニウム、ステンレス鋼、亜鉛が挙げられ、その他の非金属材料としては、ガラス、ポリマー、セラミックスが挙げられます。
クロメート
クロメートは、金属表面を酸化しにくい状態に変換し、金属腐食速度を遅らせる方法である。クロメートの過程でよく使われる材料はステンレス鋼であり、その耐食性をさらに高めます。
外観品質検査
まず、カスタム部品は、色、品質、その他の物理的属性などの外観要求に合っているかどうかを確認します。
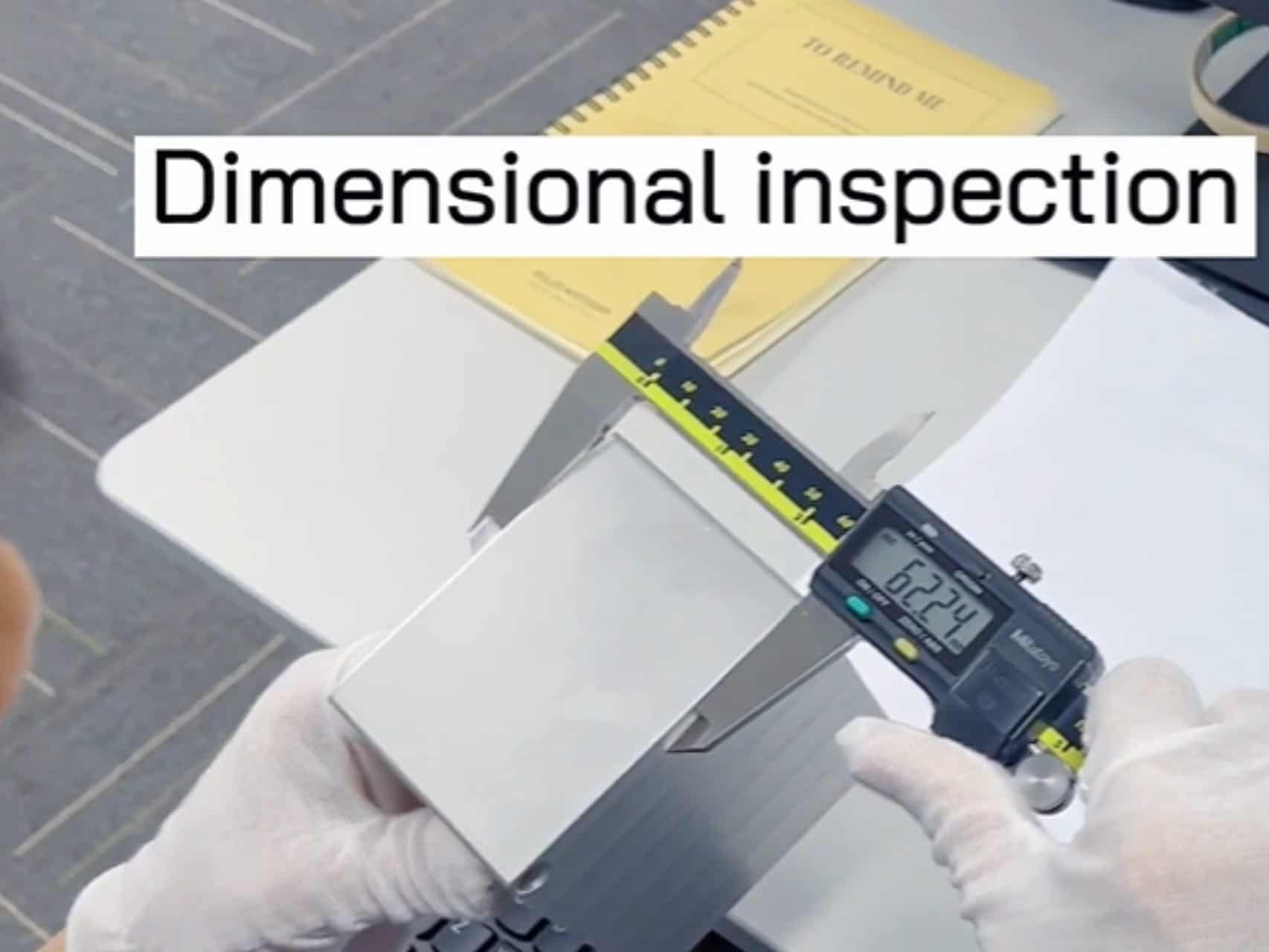
寸法検査
複雑な物体には、それらの寸法を正確に測定するために3座標測定機が必要です。
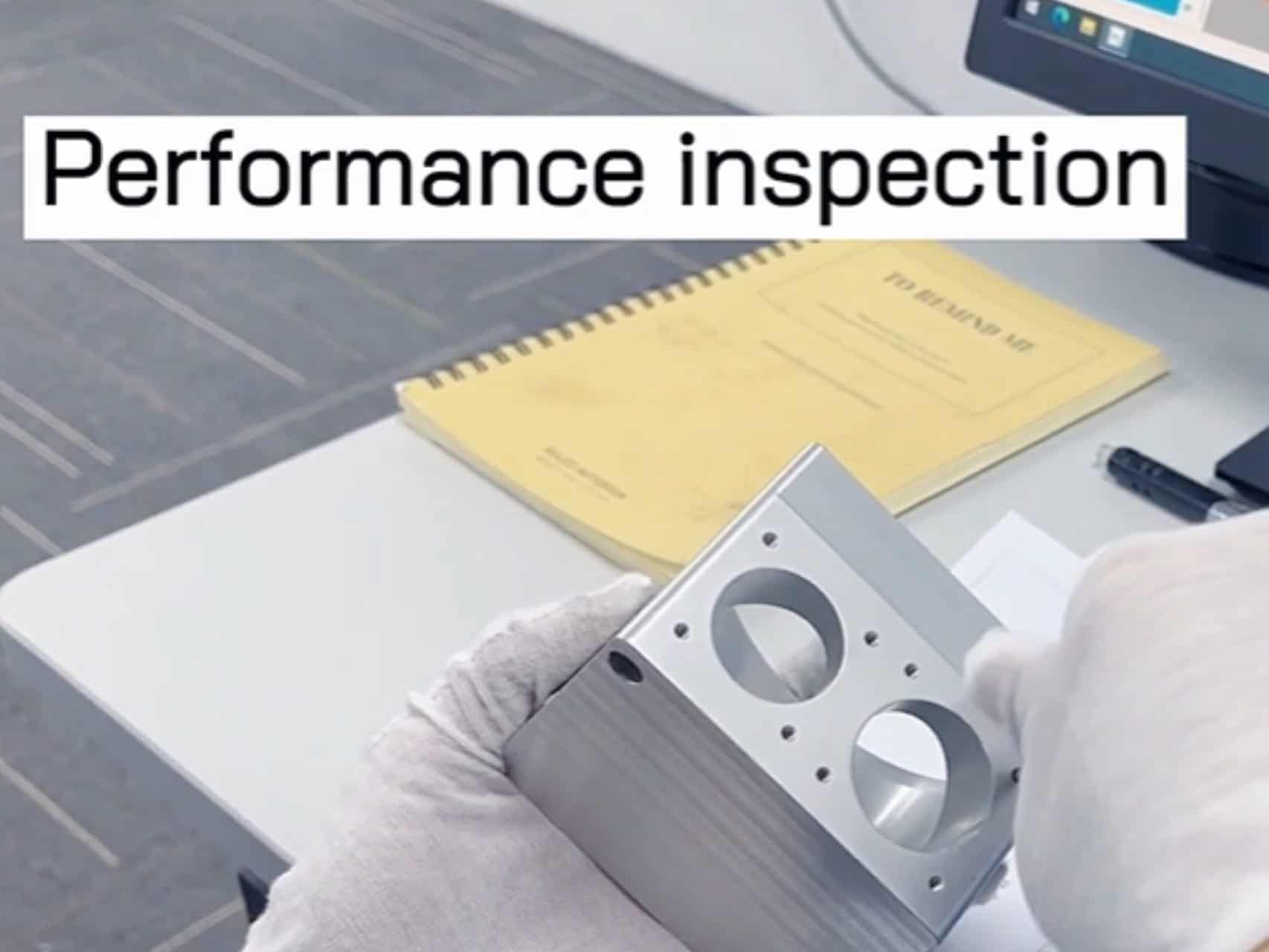
性能検査
部品の機能と性能が検査範囲で、部品にドリル穴やねじ穴があれば、組み立て要求に合っているかの検査を行います。
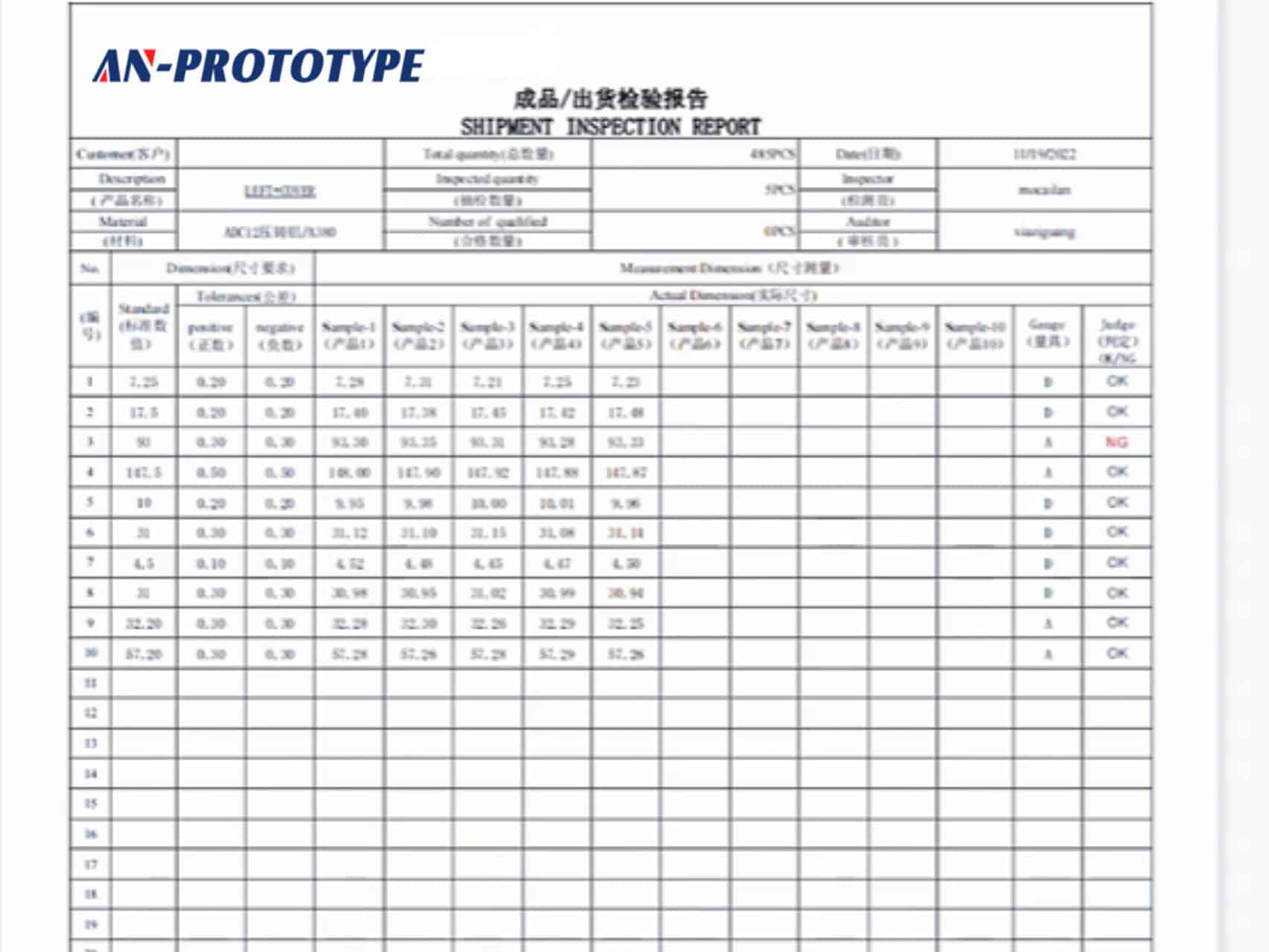
初品検査
検査プロセスの最終段階では、最終的な検査報告書を提供します。報告書にはすべての検査機器と検査データを表示します。

材料認証
特定の材料または製品がRoHS指標に適合していることを検査して、お客様の要求によって、お客様の要求によって、RoHSレポートを提供加可能です。


